






產品應用・用途
Application【材料加工】評價印刷電路板壓力的應變測量
前言
在加工材料時,一定會需要相當的應力才能將材料附加上去。為了確保在製造過程中產品品質的一致,對材料施加的應力必須要相同,或不施加額外的應力。假設在需要施加應力的場合,但該應力會導致材料損壞,則該加工方法可能不太適合該產品。本應用案例將介紹,如何尋找適合的加工方法與手段,並透過「應變感測器」測量,確認是否合適。
與應力相關的課題
印刷電路板一般而言是由片狀材料所構成。特別是小型電路板,為了將材料效率提至最高,會在一片母版上製作複數電路板,以降低各電路板的成本。像這樣由複數電路板所構成的母版,會先進行零件安裝與焊接(回流焊製程),然後再進行分割,完成每一塊獨立的電路板。
但是,印刷電路板在安裝零件的狀態下進行分割時,會向電路板施加各種大小的應力。依據這個分割工程的加工方法,有可能會對電路板上安裝的零件也會施加壓力,並有可能會成為產品不良的原因。
為了解決這個課題,需要在分割時正確測量施加的應力,並選用會施加較少壓力的加工方法。因此,就需要使用應力感測器來進行測量。
HIOKI的應力測量的解決方案
使用「應變片感測器」測量印刷電路板的分割過程中施加的應力。這個測量可以得知使用切割機分割電路板時施加多少的應力。
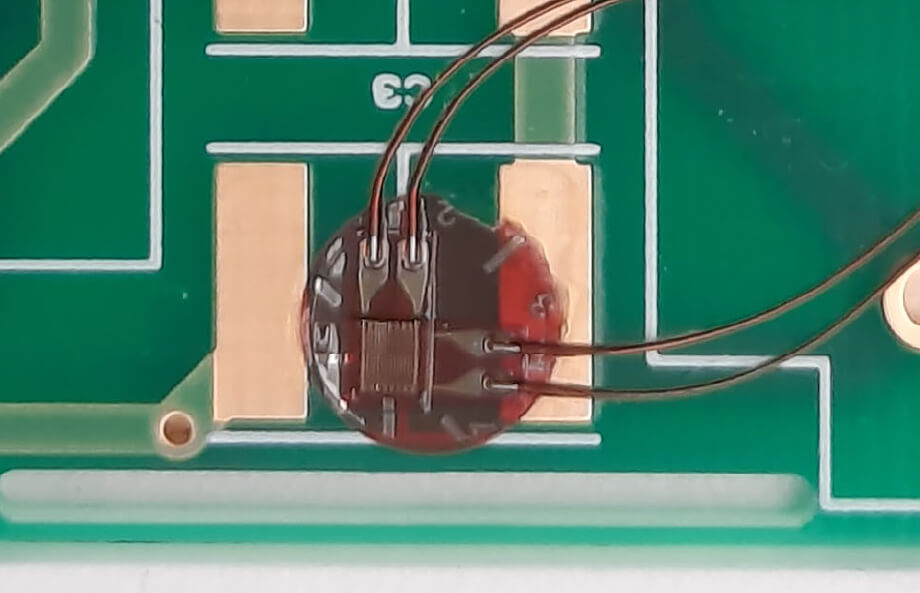
切割機一般是由作業員手動使用迴轉的刀片切割電路板。電路板上安裝如下圖的「應變片感測器」進行測量。此外,本次的測量對象是一個母版上包含兩個電路板的分割,故會在兩個電路板上各自安裝應變感測器。
 |
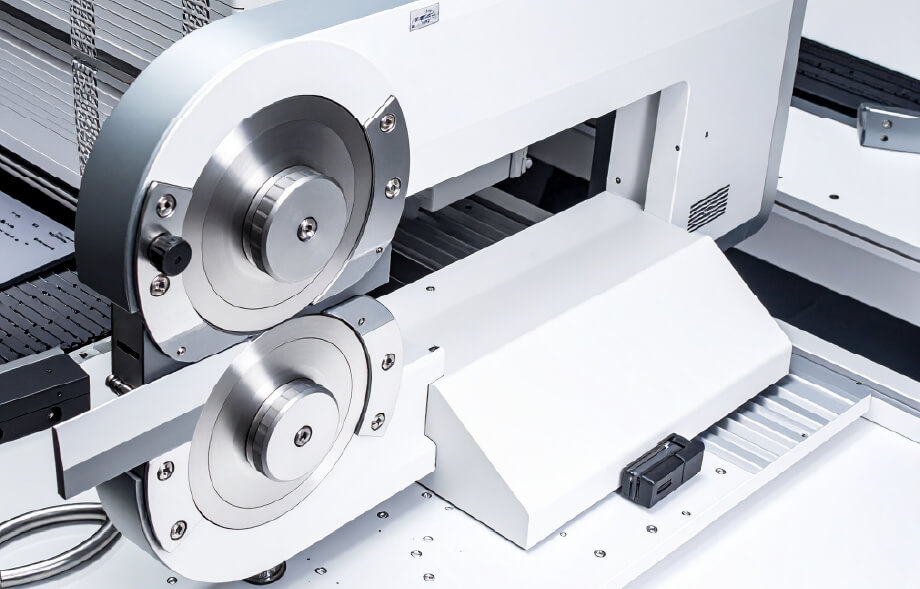 |
| 圖1 2軸的應變片感測器 | 圖2 切割器 |
HIOKI的測量方案主要優點
透過本次的測量結果發現,改變印刷電路板的送料速度,會對電路板所承受的應力產生影響,進而導致不同程度的應變。這項結果顯示,送料速度是影響電路板在分割加工時所受應力大小的重要因素。
送料速度A:201 mm/s(圖3)
值為p-p值
- CH1 Y-1: 719 µε
- CH2 X-1: 1,162 µε
- CH3 Y-2: 902 µε
- CH4 X-2: 2,168 µε
結果:應變小
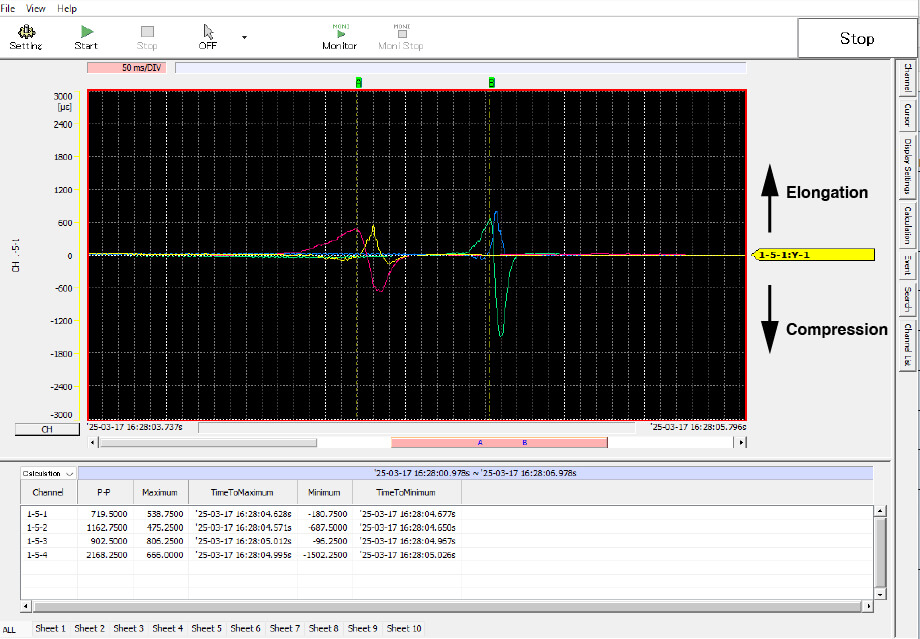
圖3 使用Logger Utility的解析結果・送料速度A:201 mm/s
送料速度B:332 mm/s(圖4)
- CH1 Y-1: 5,142 µε
- CH2 X-1: 4,170 µε
- CH3 Y-2: 3,566 µε
- CH4 X-2: 2,219 µε
結果: 應變大
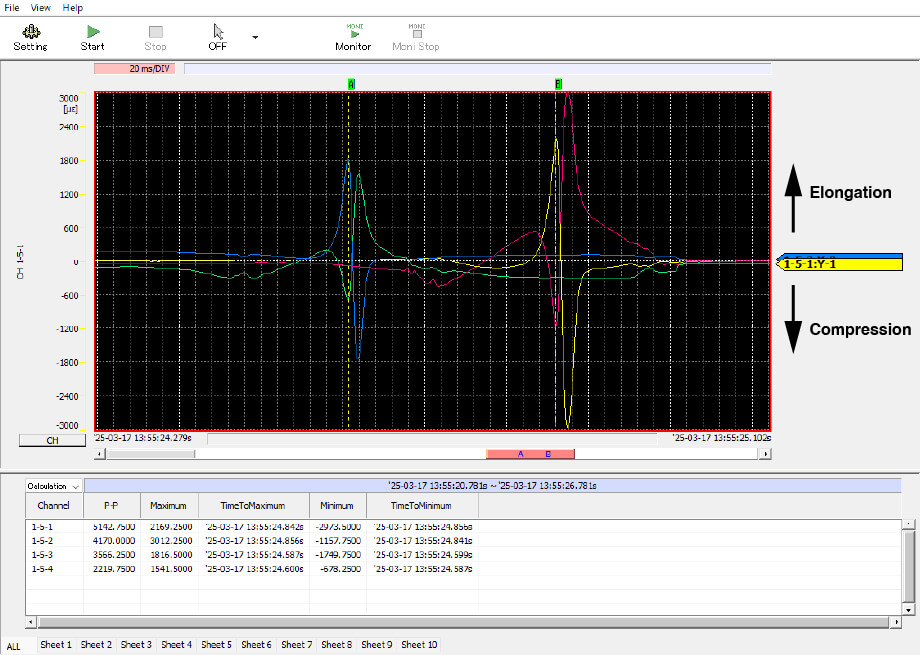
圖4 使用Logger Utility的解析結果・送料速度B:332 mm/s
透過這樣的解析結果,可以正確把握施加在印刷電路板上的壓力。可以根據這個結果,找出對電路板負擔最小的加工方法。
應變片感測器的連接
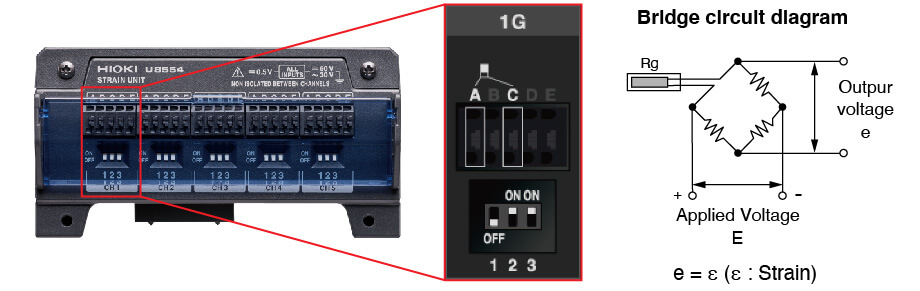
應變片感測器直接連接在A端子與C端子。(1片法、2-wire)以模組的指撥開關切換可以構成內部電橋迴路。
應變片感測器安裝與切斷示意圖

本測量所使用的測量儀器
- DATA LOGGER LR8450
- 應變模組 U8554
- 應變片感測器 雙重配置型(共和電業社製)
結語
本次使用HIOKI的DATA LOGGER LR8450與應變感測器組合使用,測量物理應力的方法。DATA LOGGER所測量的數據可以保存在SD卡等保存媒介中。
並且可以使用HIOKI提供的免費軟體Logger Utility(官網載點),進行更加詳細的解析。
本次的測量,就透過Logger Utility的演算功能,將峰值(p-p值)、最大值、最小值等數值自動計算出來。雖然本次的對象為印刷電路板,但這個方法也可以適用在所有材料加工的產線上。
更多產品詳細請參考各產品頁面。
關於本產品詳細可參考HIOKI 的官方網站。若有DEMO 需求或是相關的諮詢,請至官網留言或是聯絡業務人員。






